- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
ວິທີການຜະລິດ Graphite Rods?
ການບີບອັດ molding, ການກົດ isostatic, ແລະ extrusion rod ແມ່ນສາມວິທີການທົ່ວໄປທີ່ສຸດສໍາລັບການຜະລິດ rods graphite, ຄ້າຍຄືກັນກັບການນໍາໃຊ້ສໍາລັບການສ້າງທໍ່ graphite.
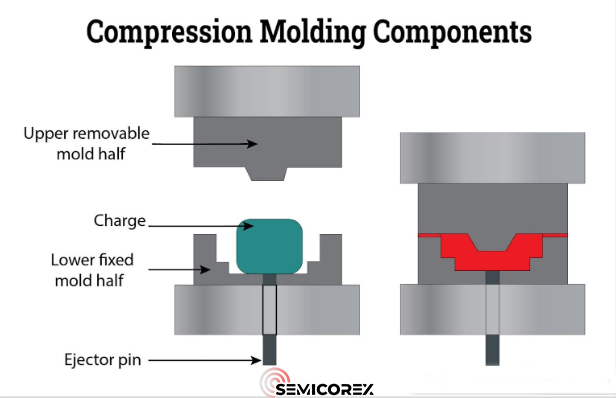
ການບີບອັດ Molding
ການບີບອັດແມ່ພິມແມ່ນຂະບວນການທີ່ໃຊ້ສໍາລັບການປະກອບວັດສະດຸໃຫ້ເປັນຮູບຮ່າງສະເພາະ. ໃນຂະບວນການນີ້, ວັດສະດຸໄດ້ຖືກ preheated ທໍາອິດແລະຫຼັງຈາກນັ້ນວາງໄວ້ໃນ mold ເປີດ, ຄວາມຮ້ອນ. ຫຼັງຈາກນັ້ນ, ແມ່ພິມຖືກປິດແລະຄວາມກົດດັນໂດຍສະມາຊິກສຽບຍ້ອນວ່າວັດສະດຸອ່ອນລົງ. ເນື່ອງຈາກການປະສົມປະສານຂອງຄວາມກົດດັນແລະຄວາມຮ້ອນ, ວັດສະດຸທີ່ສອດຄ່ອງກັບຮູບຮ່າງຂອງ mold. ຫຼັງຈາກນັ້ນ, ວັດສະດຸດັ່ງກ່າວຖືກປະໄວ້ໃນ mold ຈົນກ່ວາມັນປິ່ນປົວ, ໃຊ້ເວລາໃນຮູບຮ່າງທີ່ຕ້ອງການ.
Rod Extrusion
ຂະບວນການຂອງ extrusion rod ແມ່ນເຕັກນິກມາດຕະຖານທີ່ໃຊ້ສໍາລັບການ molding. ມັນກ່ຽວຂ້ອງກັບການໃຫ້ຄວາມຮ້ອນຫຼັກຊັບ graphite ພ້ອມກັບການເພີ່ມເຕີມທີ່ຕ້ອງການໃນ hopper ຈົນກ່ວາມັນ melts ແລະກາຍເປັນຂອງແຫຼວ. ຫຼັງຈາກນັ້ນ, ຫຼັກຊັບ molten ໄດ້ຖືກບັງຄັບໂດຍຜ່ານການຕາຍໃນຮູບແບບຂອງທໍ່. ຫຼັກຊັບໃຊ້ເວລາກ່ຽວກັບຂະຫນາດແລະຮູບຮ່າງຂອງຕາຍຫຼັງຈາກທີ່ມັນເຢັນລົງ. ເມື່ອມັນເຢັນພຽງພໍ, ມັນໄດ້ຖືກປ່ອຍອອກມາຈາກຕາຍເປັນຮູບຮ່າງແຂງ.
ການກົດ isostatic
ການກົດ isostatic ແມ່ນວິທີການສ້າງຮູບແບບທີ່ນໍາໃຊ້ຄວາມກົດດັນຢ່າງເທົ່າທຽມກັນຈາກທຸກທິດທາງ. ຂະບວນການປະກອບດ້ວຍການວາງສານ graphite ພາຍໃນເຮືອບັນຈຸຄວາມກົດດັນສູງແລະກົດດັນມັນໂດຍໃຊ້ອາຍແກັສ inert, ເຊັ່ນ argon. ເມື່ອ graphite ຢູ່ໃນພາຍໃນ, ເຮືອໄດ້ຮັບຄວາມຮ້ອນ, ເຊິ່ງເພີ່ມຄວາມກົດດັນແລະເຮັດໃຫ້ graphite ປະກອບໃນຮູບແບບນີ້.
ການກົດໄອໂຊສະຕິກຮ້ອນ (HIP)
ການກົດ isostatic ຮ້ອນ (HIP) ແມ່ນເຕັກນິກການຜະລິດທີ່ອະນຸຍາດໃຫ້ສໍາລັບການລວມຕົວຂອງຝຸ່ນແລະການສໍາເລັດພ້ອມໆກັນຂອງຂະບວນການສອງຂັ້ນຕອນຂອງການປະກອບໂລຫະຜົງແບບດັ້ງເດີມແລະ sintering. ເຕັກນິກນີ້ຍັງຖືກນໍາໃຊ້ສໍາລັບການລົບລ້າງຄວາມບົກຜ່ອງຂອງຫລໍ່, ການແຜ່ກະຈາຍຂອງພັນທະບັດຂອງ workpieces, ແລະການຜະລິດພາກສ່ວນທີ່ມີຮູບຮ່າງສະລັບສັບຊ້ອນ. ທາດອາຍຜິດ inert ເຊັ່ນ: argon ແລະ ammonia ຖືກນໍາໃຊ້ທົ່ວໄປເປັນສື່ຖ່າຍທອດຄວາມກົດດັນ, ແລະອົງປະກອບໄດ້ຖືກຫຸ້ມຫໍ່ໃນໂລຫະຫຼືແກ້ວ. ຂະບວນການດັ່ງກ່າວປົກກະຕິແລ້ວດໍາເນີນການຢູ່ໃນອຸນຫະພູມລະຫວ່າງ 1000 ຫາ 2200 ° C, ໃນຂະນະທີ່ຄວາມກົດດັນການເຮັດວຽກແມ່ນປົກກະຕິລະຫວ່າງ 100 ຫາ 200 MPa.
ການກົດໄອໂຊສະຕິກເຢັນ (CIP)
ການກົດ isostatic ເຢັນແມ່ນວິທີການທີ່ມີປະສິດທິພາບດ້ານຄ່າໃຊ້ຈ່າຍໃນການສ້າງຊິ້ນສ່ວນໃນເວລາທີ່ຄ່າໃຊ້ຈ່າຍສູງຂອງການກົດດັນຕາຍບໍ່ສາມາດສົມເຫດສົມຜົນ, ຫຼືໃນເວລາທີ່ການບີບອັດຂະຫນາດໃຫຍ່ຫຼືສະລັບສັບຊ້ອນຫຼາຍແມ່ນຕ້ອງການ. ຂະບວນການນີ້ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນການຄ້າສໍາລັບການກົດດັນທີ່ຫລາກຫລາຍຂອງຜົງ, ລວມທັງໂລຫະ, ເຊລາມິກ, ໂພລີເມີແລະອົງປະກອບ, ໂດຍໃຊ້ຄວາມກົດດັນທີ່ຫນາແຫນ້ນຈາກຫນ້ອຍກວ່າ 5,000 psi ເຖິງ 100,000 psi (34.5 - 690 MPa). ຜົງຖືກບີບອັດຢູ່ໃນແມ່ພິມ elastomeric ໂດຍໃຊ້ຂະບວນການຖົງປຽກຫຼືແຫ້ງ.
ທີ່ຜ່ານມາ:ເຕົາອົບກະຈາຍແມ່ນຫຍັງ?



